东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
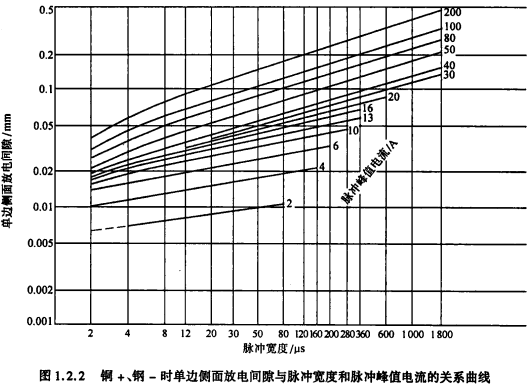
负极性、铜加工钢时,工件单边侧面放电间隙的大小与脉冲宽度和峰值电流的关系曲线是怎样的?即脉宽和峰值电流对单边侧面放电间隙大小有何影响?
图1.2.2为铜+钢–时单边侧面放电间隙与脉冲宽度和脉冲峰值电流的关系曲线。因电火花加工时,底面的放电间隙由于工具电极经常在进进退退地伺服进给,因此,间隙值不是一个稳定值,而且很难测量,故而图中采用单边侧面间隙,这对冲模等需要有配合精度时更有重要的实用意义。
由图1.2.2可见,它的规律和表面粗糙度类似,脉宽小、峰值电流小,可以获得较小的侧面间隙,反之则侧面间隙较大。侧面间隙大,不利于电火花加工的仿形精度。一般情况下侧面间隙是电火花加工时由底面间隙中产生的电蚀产物金属小屑等二次放电所形成的,因此侧面间隙会稍大于底面间隙的平均值。要获得精确的或有配合精度的侧壁尺寸,可以采用平动头或数控摇动工艺来修正。