东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
空心电极管在高速电火花加工过程中由于其截面积很小,因此沿长度方向损耗率很大(约20% ~ 50%),而且每根电极管会剩下很长的一段“料头”。
现将节约电极管、减少剩余电极管“料头”的办法介绍如下。
高速电火花加工小孔时由于在转动状态下通入高压工作液,因此电极管夹持部分必然需有一小段用于密封;此外工件的入口还有一小段插入导向器用于导向,所以每一根长300 ~ 400 mm的电极管最后会剩下100 mm左右的“料头”不能再利用,以300 mm长的电极管为例,实际上只用了200 mm,利用率仅为66%。为了减少这种“浪费”,可以采用如图1.2.33所示的过渡套管的方法。
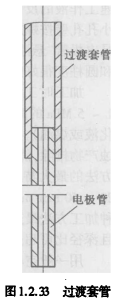
具体方法为将打孔用的电极管插入一个过渡套管中,最好在套管端口处涂导电胶或焊锡以加强密封。过渡套管装夹在机床主轴中,加工用的电极管穿过导向器进行加工。可以制备二三根这样的过渡套管轮换使用,更换时用酒精灯或电烙铁把黏结层或焊锡去除,过渡套管可以反复使用。这样就可以把电极管的利用率提高到90%以上。


