东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
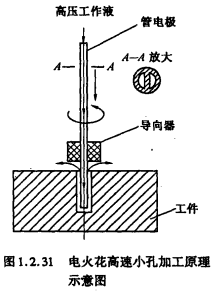
电火花高速小孔加工工艺是近十余年来新发展起来的。其工作原理的要点有(图1.2.31):一是采用中空的管状电极;二是管中通高压工作液冲走电蚀产物;三是加工时电极作回转运动,可使端面损耗均匀,不致受高压、高速工作液的反作用力而偏斜,相反,高压流动的工作液在小孔孔壁按螺旋线轨迹流出孔外,像静压轴承那样,使工具电极管“悬浮”在孔心,不易产生短路,可加工出直线度和圆柱度很好的小深孔。
加工时工具电极作轴向进给运动。管电极中通入1 ~ 5 MPa的高压工作液(自来水、去离子水、蒸馏水、乳化液或煤油),见图1.2.31。由于高压工作液能迅速将电蚀产物排除,能强化火花放电的蚀除作用,因此这一加工方法的最大特点是加工速度高,一般小孔加工速度可达20 ~ 60 mm/min左右,比普通钻削小孔的速度还要快o这种加工方法最适合加工直径为0.3 ~ 3 mm左右的小孔,且深径比可超过300。
用一般空心管状电极加工小孔,容易在工件上留下毛刺料芯,阻碍工作液的高速流通,且过长过细时会歪斜,以致引起短路。为此,电火花高速加工小深孔时采用专业厂特殊冷拔的双孔管状电极,其截面上有两个半月形的孔,如图1.2.31中A一A放大截面图形所示,这样在电极转动时,工件孔中不会留下毛刺料芯。


