东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
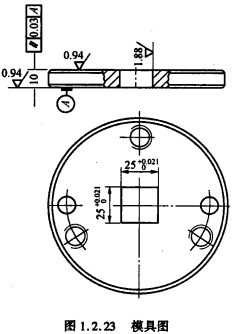
设此方孔冲模的凹模尺寸为25 mm x 25 mm,深 10 mm,通孔精度为七级,表面粗糙度Ra1.25 ~ 2.5 um,模具图如图1.2.23所示,图中未标出孔径、孔距位置等,工件材料为40Cr。
采用高低压复合型晶体管脉冲电源加工。
电火花加工模具一般都在淬火以后进行,且应先加工出预孔,如图1.2.24(a)所示,其余与图1.2.23相同。
加工冲模的电极材料一般选用铸铁或钢,这样可以采用成形磨削方法制造电极。为了简化电极的制造过程,也可采用钢电极,材料为Cr12,电极的精度和表面粗糙度比凹模优一级。为了实现粗、中、精规准转换,电极前端进行腐蚀处理(具体方法请关注本站后续文章),腐蚀高度为15 mm,双边腐蚀量为0.25 mm,如图1.2.24(b)所示。电火花加工前,工件和工具电极都必须经过退磁。

电极装夹在机床主轴头的夹具中进行精确找正,使电极对机床工作台面的不垂直度小于0.01/100。工件安装在油杯上,工件上、下端面保持与工作台面平行。加工时采用下冲油,用粗、精加工两档规准,并采用高、低压复合脉冲电源,如表1.2.5所示。
表1.2.5加工规准
|
加工规准 |
脉宽/μs |
电压/V |
电流/A |
脉间/μs |
充油压力/kPa |
加工深度/mm |
|||
|
高压 |
低压 |
高压 |
低压 |
高压 |
低压 |
||||
|
粗加工 |
12 |
25 |
250 |
60 |
1 |
9 |
30 |
9.8 |
15 |
|
精加工 |
7 |
2 |
200 |
60 |
0.8 |
1.2 |
25 |
19.6 |
20 |


