东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
滑柱式冲模的结构如图1.2.22所示。如果使凹模的模座和凸模的模座相互绝缘,就可以以装配后的形式直接进行电火花加工。电火花加工后去掉电极,就可按原样安装在冲床上使用。这种方法不仅能提高冲模的精度,而且还可以用来修复凹模。例如冲模、切边模型腔的一部分损坏时,在凹模的损坏部分进行堆焊;在凸模的相应部分装上铜或石墨电极材料,其轮廓用刀具或锉仿形凸模进行修整。修整时把放电间隙估计在内。成形后对凹模进行电火花加工,然后卸去电极。
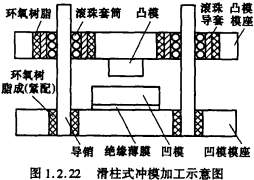
这种加工方法的主要问题是电极与工件的绝缘。可用环氧树脂等黏结剂使滚珠导套与凸模模座绝缘,或使导销与凹模模座绝缘,也可使凹模与凹模模座绝缘。但较简便的方法,还是使工具电极与凸模之间绝缘,电火花加工后卸下电极即可。


