东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
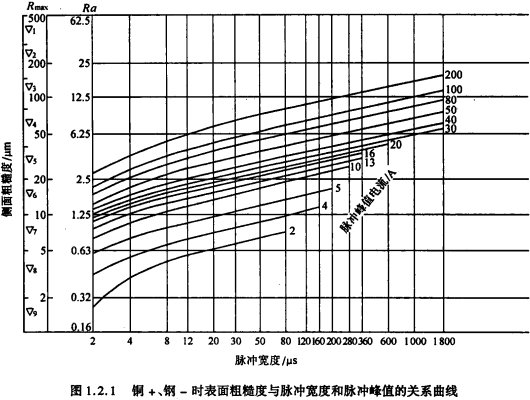
负极性、铜加工钢时,工件表面粗糙度与脉冲宽度和峰值电流的关系曲线是怎样的?即脉冲宽度和峰值电流对表面粗糙度有什么影响?
图1.2.1给出了工具电极为铜(纯铜,亦即紫铜)、加工工件材料为钢(榄具钢或其他合金钢)、负极性(工件接负极)加工时,工件表面粗糙度与脉冲宽度和脉冲峰值电流的关系曲线。由图可见,要获得较好的表面粗糙度(较小的Rmax或Ra),只有选用较小的脉宽和较小的峰值电流,其中峰值电流的影响比脉宽稍大。值得注意的是,要达到同一表面粗糙度Ra,例如Ra1.25μs,有好多组参数可以选择。例如,选择较小的脉宽和较大的峰值电流(脉宽4μs,峰值电流10A);或选择较大的脉宽、较小的峰值电流(脉宽120μs,峰值电流4A);也可选择中等的脉宽和中等的峰值电流(脉宽25μs,峰值电流6 A)。在表面粗糙度Ra为1.25μs(Rmax10μs)的一条水平线上,有多种脉宽、峰值电流的组合可以选择,但是不同组合的脉宽、峰值电流的蚀除速度和电极损耗率是不一样的,有时甚至差别很大。例如,上述脉宽4μs,峰值电流13A时的蚀除速度约为8 mm3/min,而脉宽120μs、峰值电流4A时的蚀除速度只有约3.5 mm3/min(参见图1.2.3)。它们的电极损耗率指标相差更大,前者的电极损耗率高达60%,而后者仅1.1%(参见图1.2.4)。可见规准选择不能草率马虎从事,而应三思而行,多作分析比较,抓住工艺中的主要矛盾作出最后选择,必要时分成粗、中、精多次加工。
图1.2.3、图1.2.4在本网站后文放出,敬请关注。