东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
聚晶金刚石被广泛用作拉丝模、刀具、磨轮等材料。它的硬度仅次于天然金刚石。金刚石虽是碳的同素异构体,但天然金刚石几乎不导电。聚晶金刚石是将人造金刚石微粉用铜、铁钴粉等导电材料作为黏结剂,搅拌、混合后加压烧结而成,根据导电黏结剂的不同比例,烧结后的聚晶金刚石具有不同的电阻率,因此整体仍有一定的导电性能,可以用电火花加工。
以前聚晶金刚石工具的加工制造工艺采用传统的机械研磨方法,因加工周期太长、成本太高(消耗大量金刚石粉)而难以推广,用金刚石砂轮磨削聚晶金刚石也是两败俱伤。
电火花加工聚晶金刚石的原理是靠火花放电时的高温将导电的黏结剂熔化、气化蚀除掉,同时电火花高温使金刚石微粉“碳化”为可加工的石墨(在空气中当温度高于720℃时,金刚石便开始石墨化),也可能因黏结剂被蚀除掉后而整个金刚石微粒自行脱落下来。有些导电的工程陶瓷及立方氮化硼材料也可用类似的原理进行电火花加工。
聚晶金刚石电火花加工的工艺特性和加工要点:
(1)聚晶金刚石的导电性能因其黏结剂的配方不同而有很大的差别,国产聚晶金刚石材料的电阻率高达200Ω·cm左右,需要爆炸力强的电火花击穿过程,因此宜采用400 ~500 V较高的峰值电压和20 ~50 A以上的峰值电流,为此除采用专用的脉冲电源外,也可以采用RC线路脉冲电源,用较高的开路电压达到较大的放电间隙,电容放电时,输出较大的峰值电流,增加爆炸抛出力,以提高工艺指标。
(2)聚晶金刚石的热导率比银、铜还高,因此,在采用紫铜电极加工聚晶金刚石时,一定要使加工电流脉冲的前沿很陡(0.5 μs 以内),以免在工具电极上传热损失太多。同时还可增强放电击穿爆炸力,有利于电蚀产物的排除,从而可提高加工速度。
(3)加工时脉冲宽度和脉冲间隔的选择十分重要。当ti小于某值时,加工速度很低,电极相对损耗相当大,基本上不能加工,加工聚晶金刚石的最佳脉宽比钢的要大得多,这是由于其热导率比钢也大得多。此外,它与其他粉末冶金材料有相似之处,即加工脉冲能量加大,其表面粗糙度变化不明显。
为了避免间隙中的持续温度太高而引起石器化, to应选得较大,同时ti也不能太大,放电区应浸没在工件液(煤油)中,否则也会产生金刚石聚晶石墨化的情况,使其硬度、耐磨性大大降低。
(4)为提高能量利用率和加工速度,应大幅度增加放电击穿爆炸力,使粗、中加工时主要依靠放电爆炸蚀除熔融的黏结剂和聚晶金刚石微粒,这时蚀除下来的聚晶金刚石微颗粒呈透明状晶体。在精加工时,为改善表面粗糙度,仍需利用电热效应,使金刚石在局部、瞬时热作用下碳化。
对烧结成块状、条状的聚晶金刚石来说,用电火花打孔、切割、成形加工的关键和要点是要有一专用的脉冲电源,此脉冲电源要具有:
1.较高的空载电源电压
实践表明,此电压应大于400 V,否则因聚晶金刚石电阻率高,很难击穿形成放电通道。对于一些电阻率极高、甚至不导电的聚晶金刚石,光靠增加电压也无法加工,需另用“非导电材料电火花、电化学复合加工”的方法(可参见《电加工》杂志)。一般高电压最大以600 v左右为宜,过高对操作人员安全不利。
2.较大的峰值电流
一般瞬时峰值电流应大于20 A,甚至100 A,视粗中精不同规准而定。只有大峰值电流使放电通道产生瞬时高温(10 000℃ 以上),将聚晶金刚石中不导电的晶体微粉颗粒使之在高温下还原为导电的碳粉而气化抛出(碳和石墨等的熔化点很高,约3 700℃以上,其气化点在4 800℃ 以上)。通俗地说,脉冲电源每一脉冲应有很大的“爆炸力”,把金刚石微粉气化、抛出。
由此看来,要加工这种聚晶金刚石新材料,必须采用新设备(脉冲电源)新工艺、新技术,对现有电火花加工设备进行改进。
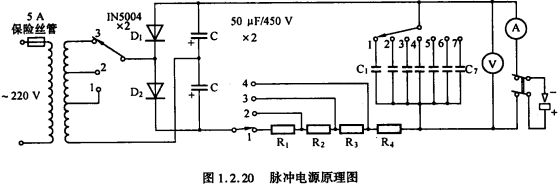
比较切实可行的办法是参考使用哈尔滨工业大学研制的聚晶金刚石电火花加工脉冲电源,图1.2.20是其具体线路,为一倍压整流RC线路脉冲电源,D1、D2为大功率二极管,C为大容量耐高压电解电容。选择不同阻值和功率的R1~R4以及不同电容量的C1~C7(耐压800 v 以上),就可以对聚晶金刚石进行粗、中、精加工。加工时最好主轴能转动。如要切断或电火花磨削聚晶金刚石,则采用铜片或铜轮状的工具电极即可。