东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
可以从影响生产率的诸因素方面去认识。
(1)在给定的加工面积下,加工电流越大,生产率是否可以无限提高呢?当然不是。这是因为对一定的加工面积来说,它所能承受的最大工作电流是有限的,即有一个电流密度的最大值。在这个最大值之内,生产率随加工电流的增加而增加。电流密度超过这个最大值,加工稳定性就会遭到破坏,生产率不但不能增加,反而要降低,甚至无法进行加工。为此,通常采取的办法为控制平均电流密度。负极性,铜加工钢时,一般取10 A/cm2左右;正极性,石墨加工钢时,一般取5 A/cm2左右。因此,在给定的脉冲电源下,加工面积和生产率有图1.2.17所示的关系。随着加工面积的增大,粗加工生产率可以相应增大,并逐渐趋于不变。对于中等面积,可用加工一个工件的相同时间,同时加工两个或更多个工件。在小面积加工时,加工生产率受平均电流密度的限制更为明显。
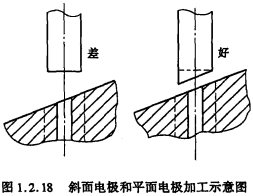
(2)加工面积的大小及其几何形状,对有效脉冲频率fe和Ke系数亦有明显的影响。其主要原因是影响电蚀产物的排除效果和加工稳定性。例如,在工件斜面(图1.2.18)上穿孔时,采用带斜面的工具电极要比平面状工具电极的加工生产率高。