东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
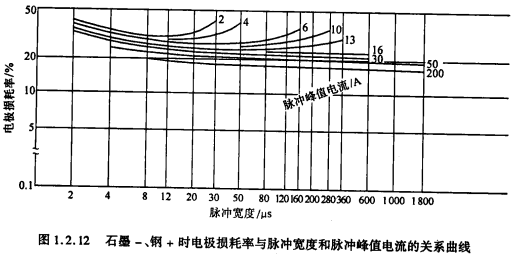
图1.2.9 ~ 1.2.12所示为石墨电极-、工件钢+时的四组电火花加工工艺曲线图表。
图1.2.9石墨-、钢+时表面粗糙度与脉冲宽度和脉冲峰值电流的关系曲线
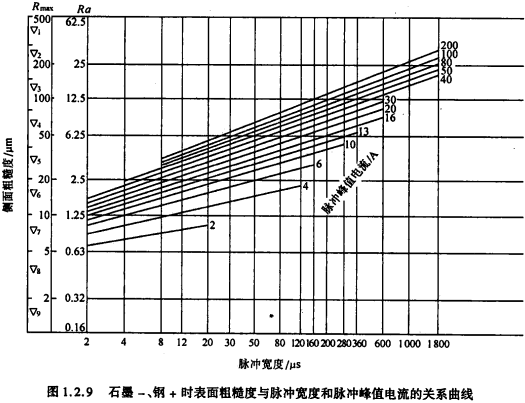
图1.2.10石墨-、钢+时单边侧面放电间隙与脉冲宽度和脉冲峰值电流的关系曲线
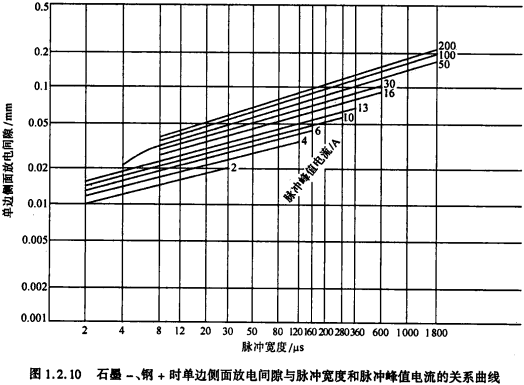
图1.2.11石墨-、钢+时工件蚀除速度与脉冲宽度和脉冲峰值电流的关系曲线
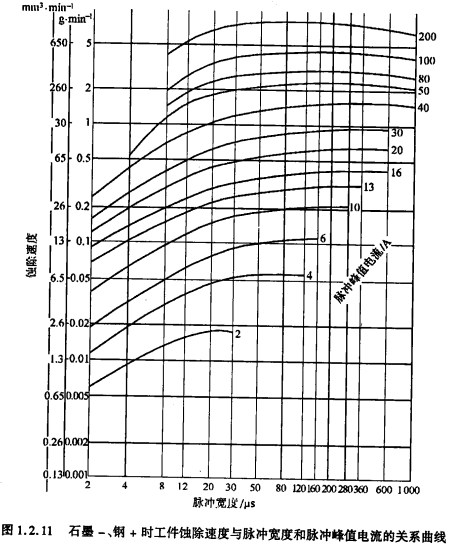
图1.2.12 石墨-、钢+时电极损耗率与脉冲宽度和脉冲峰值电流的关系曲线