东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
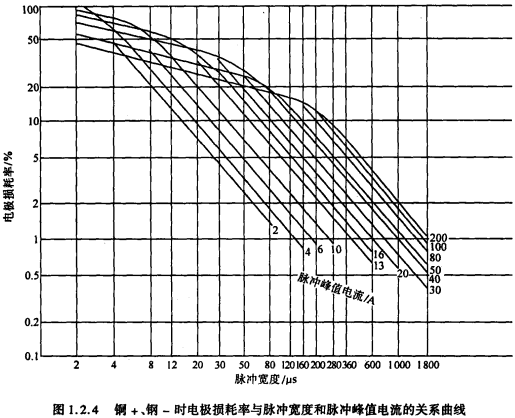
负极性、铜加工钢时,电极损耗率与脉冲宽度和峰值电流的关系曲线是怎样的?即脉宽和峰值电流对电极损耗率有何影响?
图1.2.4为铜+、钢–时电极损耗率与脉冲宽度和脉冲峰值电流的关系曲线。由图可见,在负极性加工时,只有在大的脉宽和相对较小的脉冲蜂值电流时,才能得到很低(小于1%)的电极损耗率,如图中右下方所示,这是因为极性效应的缘故,即脉宽大时正离子对负极工件的撞击作用较大,此外,正的工具电极表面又吸附了一层碳黑膜起保护作用所致。负极性、大脉宽、粗加工时可以获得低电极损耗率,这点对型腔加工非常有实用价值,可以用一个电极加工掉很大余量而电极尺寸形状基本不变,然后再转人中、精加工。中、精加工则相反,脉宽小,正极工具表面吸附的碳黑很少,抵挡不住负电子对正极的强烈冲击,因此损耗比会增大,好在中,精加工时留的余量较小,电极的绝对损耗量也就不大,可以用一个工具电极加工出一个型腔。