东莞市泽优五金有限公司
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
专注微孔模具、微孔板网、喷嘴、吸嘴加工一站式服务
服务热线:
135-6086-6621
0769-81550281
135-6086-6621
0769-81550281
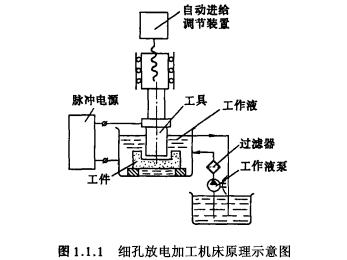
细孔放电加工是一种利用正、负电极间脉冲性放电所产生的电火花腐蚀现象进行加工的方法。人们早就发现,当断开电器开关时,会产生电火花放电,开关的触点表面遭到火花放电的腐蚀,并有烧损的痕迹。人们研究这种有害现象的原因并设法防止它。研究表明:火花放电局部瞬时的高温,形成电极材料局部瞬时熔化、气化而被蚀除,前苏联科学院鲍·洛·拉扎连柯院士首先利用这一原理,变有害为有用,发明了细孔放电加工,研制出世界上第一台用电容器充放电的细孔放电加工装置。这是使这种有害的电腐蚀现象在一定条件下成为有用工艺的典范。图1.1.1是细孔放电加工机床原理示意图。
现在看来,要实现细孔放电加工需具备下列三个基本条件:
(1)火花放电必须是脉冲性的,亦即通电一小段时间(称脉冲宽度),必须停歇一小段时间(称脉冲间歇),使火花放电的热量不致过多地传导、扩散到电极的其他地方。否则像电弧放电那样,只能用于切割下料或电焊,而不能作为尺寸加工。
(2)火花放电时两电极(即工具和工件)间必须保持一个很小的距离(约0.01 ~o.1 mm)。过大,击不穿间隙,不能火花放电;过小,排屑不畅,并易短路。
(3)火花放电必须在煤油或具有一定绝缘电阻的水基工作液中进行。一则冷却电极表面;二则使火花放电后的金属小屑易于在液体中冷凝成小球体悬浮、扩散出放电间隙;三则放电结束后使液体很快恢复绝缘,以备下次放电。


