 销售热线:0769-81550281 13560866621(朱小姐)
销售热线:0769-81550281 13560866621(朱小姐)
钟表齿轮精密冷冲模的电火花加工要点和实例如下。
1.工件名称
钟表齿轮精密冷冲模。
2.工件技术要求
(1)工件材料:淬火Cr12。
(2)工件尺寸要求如图1.2.27所示(齿数:45;齿高:1.5 mm)。
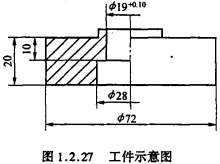
(3)凸凹模配合间隙:0.02 mm。
3.工件在电火花加工前的工艺路线
(1)车:除上下平面留0.4 mm磨量、φ19孔留0.3 ~0.5 mm磨量外,其余精车达图纸要求。
(2)热处理:淬火处理。
(3)平磨:磨上下平面达图纸要求。
(4)内圆磨:精磨中φ19孔。
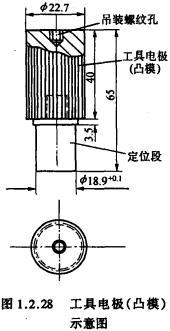
4.工具电极(即凸模)技术要求
(1)材料:淬火CrWMn。
(2)尺寸要求如图1.2.28所示。
(3)电火花加工之前的工艺路线:
①车:各尺寸均留0.3 ~ 0.5 mm磨量,两端钻工艺中心孔。
②铣:按图纸要求滚齿,留0.2 mm磨量。
③热处理:淬火处理。
④磨齿:精磨齿形,达图纸设计要求。
⑤外圆磨:φ18.9处精磨。
⑥化学腐蚀:首先将φ18.9处涂层保护,并配置腐蚀液,腐蚀第一阶梯(粗加工段):腐蚀量单面0.10 mm;将第一阶梯涂层保护后再腐蚀第二阶梯(精加工段):腐蚀量单面0.02 mm。粗加工段高度16 mm;精加工段高度22 mm。
5.工艺方法
凸模打凹模的多阶梯工具电极加工法,具体是“钢打钢"、反打正用。
6.使用设备
北京恒源电火花机床厂制造的 D7135电火花成形机床和JF8OB脉冲电源。
7.装夹、校正、固定
(1)工具电极:以φ18.9处作为基准校正后予以固定。
(2)工件:采用放电定位法校正工件。用小能量电火花放电的方法作业(使用规准:t=2μs;to= 20μs; ie= 2 A)。
8.加工规准
(1)粗加工(用第一阶梯):
脉宽:16μs;脉间:50μs;放电峰值电流:12 A;脉冲电压:173 V;加工电流:4A;加工极性:负;下冲油;加工深度:<15 mm穿透。
(2)精加工(用第二阶梯):
脉宽:2μs;脉间:20μs;放电峰值电流:12A;脉冲电压:80 V;加工电流:2~3 A;加工极性:负;下冲油;加工深度:小于25 mm穿透。
9.加工效果
(1)配合间隙:0.02 mm。
(2)斜度:0.007 mm(单面)。
(3)加工表面粗糙度Ra0.7 ~ 0.8μm。