 销售热线:0769-81550281 13560866621(朱小姐)
销售热线:0769-81550281 13560866621(朱小姐)
电火花细孔加工的微观过程,是电场、磁场、流体动力、电化学和胶体化学等综合作用的过程。大致可分为四个有明显区别但又连续的阶段。
第一阶段:电极间介质的电离、击穿,形成放电通道。图1.1.2为矩形波脉冲放电时的电压和电流波形。当约80 V的脉冲电压加在工具电极与工件之间时(图1.1.2中0~1段和1~2段),两极之间立即形成--个电场。当阴极表面某处的电场强度增加到10V/mm即100 V/um左右时,就会产生场致电子发射,由阴极表面向阳极逸出电子。在电场作用下负电子在高速向阳极运动过程中撞击工作液介质中的分子或中性原子,产生碰撞电离,撞击、分解出负电子和正离子,撞击出的负电子又撞击别的分子或原子,产生负电子和正离子,这样形成雪崩式电离,通道中带电粒子雪崩式增加,使介质击穿而形成放电通道。
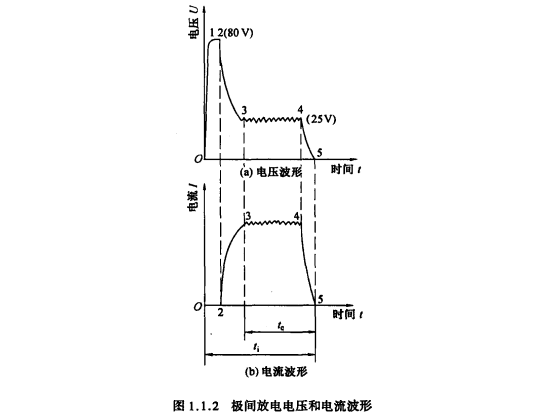
从雪崩电离开始到形成放电通道的过程非常迅速,一般小于0.1 pus,间隙电阻从绝缘状态迅速降低到几分之一-欧姆,间隙电流迅速上升到最大值(几安到几百安)由于通道直径很小,所以通道中的电流密度可高达10~10A/mm2。间隙电压则由击穿电压迅速下降到火花维持电压(一般约为25V),电流则上升到某一峰值电流(图1.1.2中2~3段)。
放电通道是由数量大体相等的带正电的正离子和带负电的负电子以及中性粒子组成的等离子体。带电粒子高速运动相互碰撞,产生大量的热,使通道温度迅速升高,中心温度可高达10 000℃以上。由于放电时电流产生磁场,磁场又反过来对电子流产生向心的磁压缩效应和周围介质惯性动力压缩效应的双重作用,使通道瞬间向外扩展受到很大的阻力,故放电开始阶段通道截面很小,而通道内高温热膨胀形成的初始压力可达数十兆帕。高温高压的放电通道以及随后瞬时气化形成的气体(以后发展成气泡)急速扩展,并产生一个强烈的冲击波向四周传播。在放电过程中同时还伴随着一系列派生现象,其中有热效应、电磁效应、光效应、声效应及频率范围很宽的电磁波辐射和爆炸冲击波等。
关于通道的结构,一般认为在单个脉冲一次放电时间内只存在一个放电通道,有时单脉冲放电后电极表面可能出现两个或多个小凹坑,这可能是由于单个脉冲放电时先后出现两次或多次击穿(即单个脉冲周期内间隙击穿后有时产生短路或开路,接着又产生击穿放电)所致。另外,也可能通道受某些随机因素的影响,产生游移、徙动,因而在单个脉冲周期内先后会出现多个或形状不规则的凹坑。但同--时间内只存在一个放电通道,因为形成通道后,间隙电压降至25V左右,不可能再击穿别处形成第二个通道。
第二阶段:介质热分解、电极材料熔化、气化热膨胀。极间介质-一-旦被雪崩电离、击穿、形成放电通道后,电场力使通道间的负电子高速奔向正极,正离子奔向负极。电能变成动能,动能通过碰撞又转变为热能。于是在通道内,正、负极表面分别成为瞬时热源,分别达到很高的温度。通道高温首先把工作液介质气化,进而热裂分解气化(如煤油等碳氢化合物工作液),高温后裂解为珏(氢气体积分数约占40%)、C(约占30%)、CH(约占15%)、C比(占10%)和游离碳等;水基工作液则热分解为,Q分子甚至原子等。正负极表面的高温除使工作液气化、热分解气化外,也使金属材料熔化,直至沸腾气化。这些气化后的工作液和金属蒸气,瞬时间体积猛增,迅速热膨胀,就像火药、爆竹点燃后那样具有爆炸的特性。观察电火花细孔加工过程,可以见到放电间隙冒出很多小气泡,工作液逐渐变黑,并听到轻微而清脆的爆炸声。
主要靠此热膨胀和局部微爆炸,使熔化、气化了的电极材料抛出而被蚀除,相当于图1.1.2中3~4段,此时80 V的空载电压降为25V左右的火花维持电压,由于它含有高频成分而呈锯齿状,电流则上升为锯齿状的放电峰值电流。
第三阶段:电极材料的抛出。通道和正负极表面放电点瞬时高温使工作液气化和金属材料熔化、气化,热膨胀产生很高的瞬时压力。通道中心的压力最高,使气化了的气体体积不断向外膨胀,形成一个扩张的“气泡"。气泡上下、内外的瞬时压力并不相等,压力高处的熔融金属液体和蒸气就被排挤.抛出,而进入工作液中。
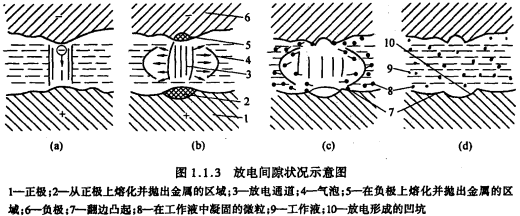
由于表面张力和内聚力的作用,使抛出的金属融熔材料具有最小的表面积,冷凝时凝聚成细小的圆球颗粒(直径约0.1~ 300 pum,随脉冲能量而异)。图1.1.3(a)、(b)、(c)、(d)为放电过程中4个阶段放电间隙状态的示意图。
实际上熔化和气化了的金属在抛离电极表面时,向四处飞溅,除绝大部分抛人工作液中收缩成小球颗粒外,有一小部分飞溅、镀覆、吸附在对面的电极表面上。这种互相飞溅、镀覆以及吸附的现象,在某些条件下可以用来减少或补偿工具电极在加工过程中的损耗。
半裸在空气中进行电火花细孔加工时,可以见到橘红色甚至蓝白色的火花四溅,它们就是被抛出的金属高温熔滴、小屑。
观察铜打钢电火花细孔加工后的电极表面,可以发现钢电极表面上粘有铜,铜电极表面上粘有钢的痕迹。如果进一步分析电加工后的产物,在显微镜下可以看到除了游离碳粒及大小不等的铜和钢的球状颗粒之外,还有一些钢包铜、铜包钢、互相飞溅包容的颗粒,此外还有少数由气态金属冷凝成的中心带有空泡的空心球状颗粒产物。
实际上金属材料的蚀除、抛出过程远比上述的要复杂。放电过程中工作液不断气化,正极受电子撞击、负极受正离子撞击,电极材料不断熔化、气泡不断扩大。当放电结束后,气泡温度不再升高,但由于气泡外液体介质惯性作用使气泡继续扩展,致使气泡内压力急剧降低,甚至降到大气压以下,形成局部真空,使在高压下溶解在熔化和过热材料中的气体析出,以及材料本身在低压下再沸腾,由于压力的骤降,融熔的金属材料及其蒸气从小坑中再次爆沸飞溅而被抛出。
熔融材料被抛出后,在电极表面形成单个脉冲的放电痕,在四周形成稍凸起的翻边。总之,材料的抛出是热爆炸力、电动力、流体动力等综合作用的结果,对这-一-复杂的抛出机理的认识还在不断深化中。
正极、负极分别受电子、正离子撞击的能量、热量不同;不同电极材料的熔点、气化点不同;脉冲宽度、脉冲电流大小不同,正、负电极上被抛出材料的数量也不会相同,目前还较难定量计量。
第四阶段:极间介质的消电离。随着脉冲电压的结束,脉冲电流也迅速降为零,见图1.1.2中4~5段,标志着一次脉冲放电结束。但此后仍应有一段间隔时间,使间隙介质消电离,即放电通道中的带电粒子复合为中性粒子,恢复本次放电通道处间隙介质的绝缘强度,以免总是重复在同--处发生放电而导致电弧放电,这样可以保证在其他两极相对最近处或电阻率最小处形成下一个击穿放电通道。
在加工过程中产生的电蚀产物(如金属微粒、碳粒子、气泡等)如果来不及排除,扩散出去,就会改变间隙介质的成分和降低绝缘强度。脉冲火花放电时产生的热量如不及时传出,带电粒子的自由能不易降低,将大大减少复合的概率,使消电离过程不充分,结果将使下一个脉冲放电通道不能顺利地转移到其他部位,而始终集中在某一部位,使该处介质局部过热而破坏消电离过程,脉冲火花放电将恶性循环转变为有害的稳定电弧放电,同时工作液局部高温分解后可能积碳,在该处聚成焦粒而在两极间搭桥,使加工无法进行下去,并烧伤电极对。
由此可见,为了保证电火花细孔加工过程的正常进行,在两次脉冲放电之间-般都应有足够的脉冲间隔时间t,这一脉冲间隔时间的选择,不仅要考虑介质本身消电离所需的时间(与脉冲能量有关),还要考虑电蚀产物排离出放电区域的难易程度(与脉冲爆炸力大小、放电间隙大小、抬刀及加工面积有关)。
到目前为止,人们对于电火花细孔加工微观过程的了解还是很不够的,诸如工作液成分的作用、间隙介质的击穿、放电间隙内的状况、正负电极间能量的转换与分配、材料的抛出,以及电火花细孔加工过程中热场、流场、力场的变化,通道结构及其振荡等,都还需要进一步研究。