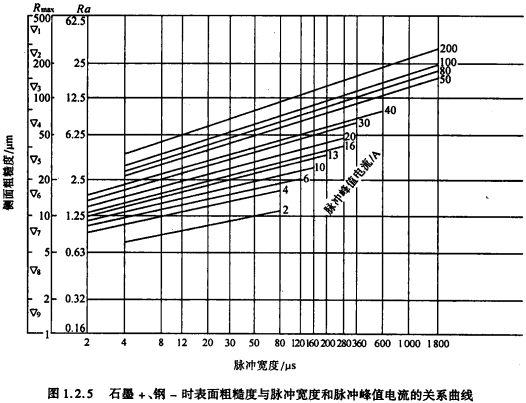
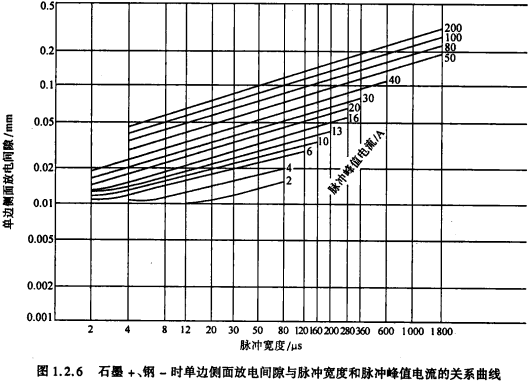
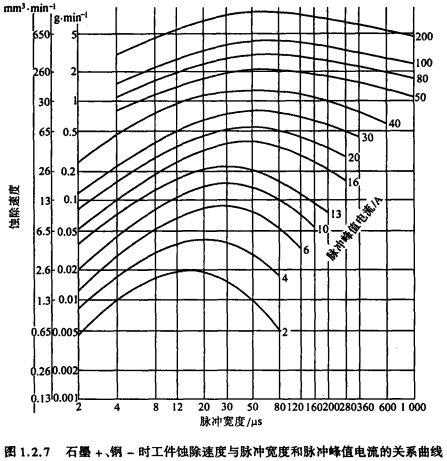
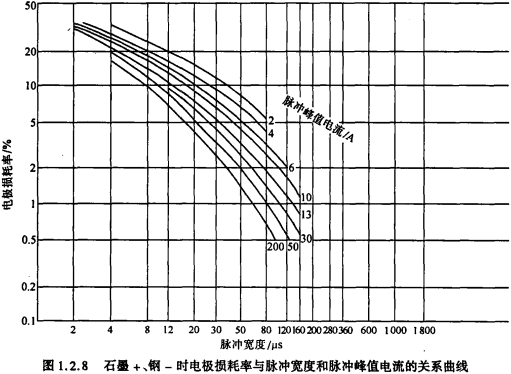
负极性、石墨加工钢时,上述四组(指本网站常见问题栏目中本文之前所发布的4篇文章)电火花加工工艺曲线图表是怎样的?即脉宽和峰值电流对加工表面粗糙度、侧面单边放电间隙、工件蚀除速度和电极损耗率分别有何影响?
图1.2.5 ~ 1.2.8是石墨电极+、工件钢–时的四组电火花加工工艺曲线图表。与前四组的曲线情况大致类似,只是石墨电极材料的导热性、致密性不如紫铜,但其耐高温性(熔点和气化点)远比紫铜好,因此加工后的表面粗糙度比紫铜的稍差,加工蚀除速度和电极损耗率比紫铜要好。
 销售热线:0769-81550281 13560866621(朱小姐)
销售热线:0769-81550281 13560866621(朱小姐)
负极性、石墨加工钢时,上述四组(指本网站常见问题栏目中本文之前所发布的4篇文章)电火花加工工艺曲线图表是怎样的?即脉宽和峰值电流对加工表面粗糙度、侧面单边放电间隙、工件蚀除速度和电极损耗率分别有何影响?
图1.2.5 ~ 1.2.8是石墨电极+、工件钢–时的四组电火花加工工艺曲线图表。与前四组的曲线情况大致类似,只是石墨电极材料的导热性、致密性不如紫铜,但其耐高温性(熔点和气化点)远比紫铜好,因此加工后的表面粗糙度比紫铜的稍差,加工蚀除速度和电极损耗率比紫铜要好。