销售热线:0769-81550281 13560866621(朱小姐)
销售热线:0769-81550281 13560866621(朱小姐)
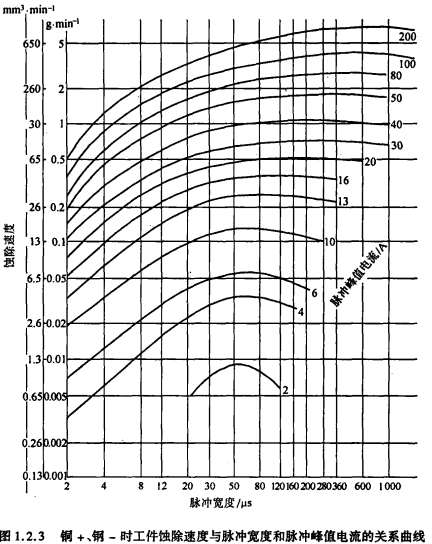
负极性、铜加工钢时,工件蚀除速度与脉冲宽度和峰值电流的关系曲线是怎样的?即脉宽和峰值电流对工件蚀除速度有何影响?
图1.2.3为铜+钢–时工件蚀除速度与脉冲宽度和脉冲峰值电流的关系曲线。与图1.2.1及图1.2.2有所不同,随着脉宽和脉冲峰值电流的增大,工件的蚀除速度也随之增大,但遂渐减慢增大速度,到脉宽增至50 μs左右,峰值电流在2 ~10 A时,蚀除速度达到最大值,呈-一上凸的高峰,脉宽超过50 μs以后,蚀除速度即渐趋于饱和而不再增加。
需要注意的是图中没有标明对蚀除速度有较大影响的脉间和抬刀以及加工深度等参数。过大的脉间会使蚀除速度成比例地减少,但脉间过小会使排屑不畅引起电弧放电。加工到-定的深度后应使工具电极定时抬刀排屑,尤其是中、精加工时,虽然抬刀期间停止了火花放电,会降低单位时间内的蚀除速度,但这是为了稳定加工所必需的,此图中的曲线是在合理的,较小的脉间、较浅或很浅的加工深度、无抬刀运动、中等加工面积和微冲油或不冲油的稳定加工条件下作出的。实际使用中应根据抬刀、冲油、加工面积等适当予以修正。